 Key Takeaways:
Key Takeaways:

Mark notes that GMG had previously looked at other testing companies, but found they could only offer standard industry testing and simplistic energy efficiency tests, which didn’t isolate the specific performance of THERMAL-XR®.
“Standard testing is not designed to isolate energy savings from a graphene coating, so GMG needed a partner that could design and undertake a bespoke test. GMG met with the SuperTest team to discuss and design our testing program, and inspect the SuperTest facilities. SuperTest’s demonstrated expertise, attention to detail and ISO-standard facilities provided GMG with confidence.”
Rene Le Miere, Business Manager at SuperTest, says that designing customised testing is no issue thanks to the Gold Coast facility’s flexible and methodical approach.
“Designing the test to monitor performance in controlled conditions was critical for the GMG team,” notes Rene.
“Mark and his team needed a very bespoke approach, as a one-size-fits-all approach wouldn’t accurately isolate the THERMAL-XR® difference, meaning the test data would be voided due to equipment impacts and temperature changes.”
 Testing Overview
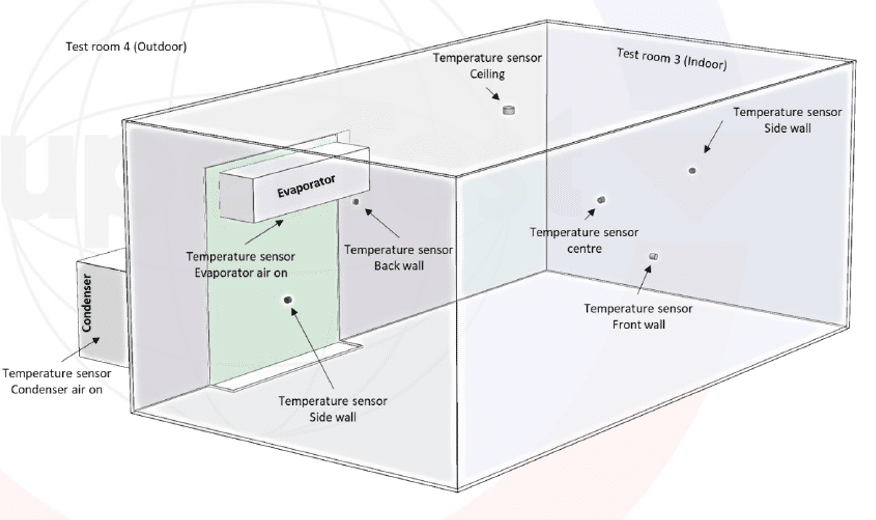
Testing OverviewRene explains that the two-part test was designed collaboratively with GMG to ensure the coating was rigorously tested under stringent, controlled conditions.
“A new cold room refrigeration system with variability removed was tested to investigate the effect of GMG’s THERMAL-XR® coil coating on the system’s power consumption,” explains Rene.
“We did this with two tests: Test 1 was the pull-down test that measured the time to reach a set temperature, and Test 2 was a continuous 48-hour operation at a set temperature. These two tests enabled the isolation of the THERMAL-XR® coating performance in what could be considered a simulated commercial operating situation.”
 The Achieved Results
The Achieved ResultsEnergy savings in both tests was the outcome:
The average pull-down time in stage one (the control) was 1:10:41, resulting in around 2.86kWh of energy consumption. By comparison, the coated coil showed a reduced pull-down time of 0:59:17, resulting in around 2.41kWh of energy consumption – a 15.9% reduction in the system’s overall energy consumption.
In addition, the continuous 48h runs show the coated unit delivered up to a 4.7% reduction in energy consumption compared to the control. However, at each 12 hour measurement point, the energy savings keep increasing.
“It would be interesting to know when the energy savings stopped!” commented Mark.
“The SuperTest test results have really changed customer and distributor conversations for us. Having this third-party data has added more evidence to support the performance of THERMAL-XR®,” says Mark.
Rene adds that the possibilities for testing all kinds of mobile and stationary HVAC-R equipment are expanding all the time as the SuperTest facility grows.
“Our facility is made up of several different test chambers with a plethora of sensors and environmental controls, which means we can really customise tests for our clients. Our newest chamber is designed to meet ISO standards for refrigerated cabinet testing, and soon clients will also be able to test commercial ice machines and hot water heat pumps as well.”
“As we approach the final phases of NATA certification, the opportunities to help people design more efficient equipment are expanding every day.”
Update: 29th February 2024
We extend our congratulations to GMG for their nomination as a finalist in the 2024 ARBS Awards for Product Excellence. As a NATA accredited facility, we remain independent and impartial throughout the testing cycle, however we congratulate GMG on producing a product that improves efficiency and aligns with SuperCool’s core values.
THERMAL-XR® powered by GMG Graphene is a Graphene Manufacturing Group Ltd brand. PATENT PENDING.
{kind=link}
{kind=link}
{kind=link}